
 中文版
中文版 English
English

Copyright © 2003-2019 上海申岢动平衡机制造有限公司, All Rights Reserved 沪ICP备16012006号-5 友情链接:
上海动平衡机
24小时服务电话:135-8585-5377
搜索


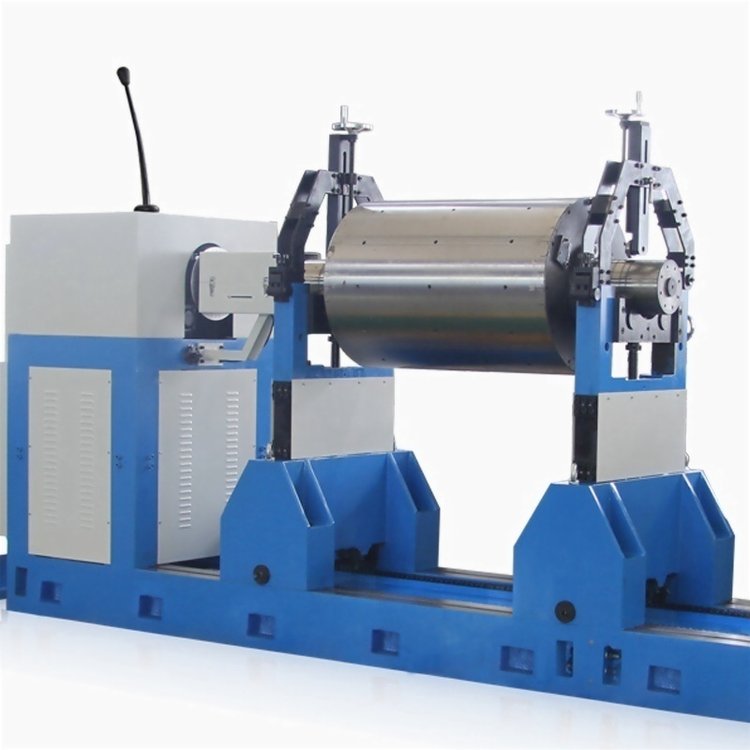
换型调试耗时耗力?半自动平衡机快速换产技巧大揭秘!
- 分类:行业新闻
- 作者:申岢编辑部
- 来源:上海申岢动平衡机制造有限公司
- 发布时间:2026-03-29
- 访问量:23
换型调试耗时耗力?半自动平衡机快速换产技巧大揭秘!
在如今这个追求“小批量、多品种”的生产时代,柔性制造能力已成为衡量企业竞争力的关键指标。然而,对于许多拥有半自动平衡机的企业而言,频繁的换型(更换型号)与调试往往成了生产线上最头疼的“堵点”。操作人员手忙脚乱,设备闲置时间拉长,不仅消耗了体力与精力,更直接拉低了设备综合效率。
那么,如何在保证精度的前提下,让半自动平衡机的换产过程“快、准、稳”?本文将为你揭秘一套行之有效的快速换产技巧。
一、 换产前的“软硬分离”:打好提前量
很多工厂在换型时,往往是停机后才开始找工具、找程序、找夹具。这是最大的时间浪费。快速换产的核心在于“将内部操作转化为外部操作”。
工装夹具预调:在设备仍在运行上一批次产品的最后几件时,操作员应提前在机外将下一型号所需的夹具、平衡块、定位工装组装并预调好。确保当设备停机时,旧夹具拆下,新夹具能“无缝衔接”安装。
参数模板化:半自动平衡机通常具备参数存储功能。不要每次重新输入,而是提前将常用型号的转速标准、许可偏心距、测量半径、定标系数等参数建立好“配方”档案。换型时,调出档案即可,避免手动输入出错。
工具定置化管理:将换型所需的专用扳手、螺丝、千分表、清洁工具放置在设备周边的固定“换型车”上。减少找工具的时间,是提升效率的第一步。
二、 机械夹具的“快换”改造:从拧螺丝到卡扣式
半自动平衡机的换型难点往往集中在机械夹具的更换上。传统的螺栓固定方式耗时较长,建议进行以下优化:
采用快换夹头或锥度定位:如果设备条件允许,将夹具连接方式由法兰盘加多颗螺栓改为锥度定位加单颗锁紧螺母或液压胀紧套。这种方式不仅重复定位精度高,而且安装时间可缩短70%以上。
标准化定位基准:确保所有不同型号的夹具,在安装基准面上拥有相同的定位直径和端面接触点。这样一来,更换夹具后无需反复校正中心位置,大幅减少打表找正的时间。
三、 调试过程的“少调整”策略:数据驱动
换型完成后,最怕的就是反复启动、测量、调整的“试错”过程。要想减少这一环节的耗时:
定标补偿机制:很多操作员换夹具后习惯重新定标。实际上,如果你的夹具质量稳定且安装重复精度高,完全可以利用设备的定标数据补偿功能,只需微调校正量,无需全流程重新标定。
首件“快检”与微调:首件加工后,不要急于大量生产。利用半自动平衡机的测量数据,结合人工经验,快速判断是“角度偏差”还是“量值偏差”。通常,换型后的首次调试重点应放在传感器距离调整和转速同步校准上。建议记录每套夹具换型后的首件修正值,形成历史记录表,为下次换型提供数据参考。
四、 人员操作的“标准化”:流程即效率
设备是硬件,操作是软件。即便拥有再好的快换机构,如果操作手法因人而异,换产时间依然不可控。
制定可视化的换型作业指导书:将换型步骤分解为“卸旧、清洁、装新、定位、参数调用、首件测试”六个标准动作,并在设备旁悬挂图文并茂的SOP(标准作业程序)。新员工按照步骤走,也能达到老员工80%的效率。
培养多能工:专门针对平衡机换型进行技能培训,让操作员熟练掌握“机械对刀”、“传感器调整”和“电气参数修改”三项技能,打破维修工、电工、操作工之间的岗位壁垒,实现“一人换型”,减少等待维修工到场的时间。
五、 日常维护决定换型顺畅度
最后,一个容易被忽视但极其重要的点在于设备的日常维护。
如果平衡机的主轴锥孔生锈、定位端面有磕碰伤痕,或者传感器线缆接触不良,换型时必然卡壳。因此:
保持主轴锥孔清洁:每次换下夹具后,立即用干净布擦拭主轴定位面,涂抹薄层防锈油。
检查传感器状态:确保振动传感器和转速传感器的安装座无松动,避免换型后因信号不稳导致反复排查。
结语
半自动平衡机的换型调试虽然涉及机械、电气、软件多个维度,但只要遵循“事前准备充分、机械快换可靠、参数调用准确、人员动作标准”这四大原则,完全可以将原本30分钟的换型时间压缩至10分钟以内。
在市场竞争日益激烈的今天,谁能把“换型调试”这块硬骨头啃下来,谁就能在多品种小批量的生产中赢得更多的交付主动权。希望以上的技巧能为你的生产现场带来实实在在的效率提升!

